
2016-10-25 12:36:43 | 人围观 | 评论:
系统原理
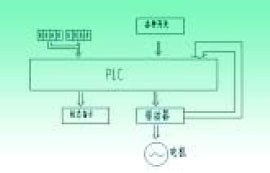
康尔达公司的组成系统如图1。

假设要裁切的长度为S,主动辊的周长为L,主辊转过的圈数N(或者说角度),则S=LN,这是一个线性方程,也即S和N成正比,假设减带机齿轮的变比为K,则可求出S和电机转过圈数X,S=L*X/K。此式说明S和X仍为一个线性方程,为此要取得需要的长度S,只需控制住电机转过的圈数。在原系统中采用变频器、PLC、编码器和高速计数模块来组成控制系统,其中PLC给定值(长度对应的脉冲量)送入变频器驱动电机运转,电机运转又带动编码器旋转产生脉冲,反馈回高速计数器送入PLC和原给定值比较,直到相等时停止电机的运行。实际使用中此系统虽然通过调整变频器的方式,引入第一、二加减速时间来减少电机的惯性,使电机在极慢速成爬行时停车。但此系统的精度仍不可能很高。其缺点:(1)编码器和电机不同轴、不是一体;(2)电机停车要用抱闸来刹车,而抱闸的快慢和力量对精度都将产生影响。而利用交流伺服系统后这两方面的缺点都克服了,从而得到了更高的精度。
工艺设备
■ 操作台―由主令电器控制定尺系统的自动和手动,由8421编码的拨码开关提供所需要的裁切尺寸。
■ PLC―采用FX1N-40MT,该PLC具有成本较低,且带有所需要的高速脉冲输出,一个PLC单元能同时输出2点100KHz脉冲,该PLC配备有7条特殊指令,包括零返回、绝对位置读出、绝对或相对驱动以及特殊脉冲输出控制,抗干扰能力也较强,且编程方便,使用面广,采购方便。
■ 伺服电机和驱动器―伺服电机采用松下伺服电机MDMA202A1G,此电机带有同轴高精度的旋转编码器,该编码器为增量式2500p/r,分辩率:10000;驱动器采用松下MDDA203A1A和伺服电机组成的系统具有很好的控制性能,此系统稳定性好,设置好参数后不用再人工干预,可靠性高,基本上不用维护,因此也不存在维护费用。
控制系统硬件图
如图2。
控制系统软件
因采用的是三菱FX1N-40MT,用其附带的FXGP/WIN软件进行梯形图语言编程,非常直观,易理解,整个程序简洁,且与驱动器的通讯方便,只需较简单的接线便可完成。


图4:程序图
使用交流伺服的优点
■ 运转平稳,低速时也不会出现振动;
■ 控制精度高,交流伺服的控制精度由电机轴后端的旋转编码器保证;
■ 响应速度快,加减速时间均可在极短的时间内完成;
■ 能恒力矩输出,不受转速的影响;
■ 具有较强的过载能力;
■ 交流伺服驱动系统自身组成闭环,控制更可靠。
结束语
采用了此套系统后,稳定性和精度大大提高,减少了损失,满足了客户更高的要求,经济效益显著。同时也为今后的推广积累了经验,再接下来的几年里我司相继更改了其他的流水线,较低的成本取得了很好的效果。后来也在同行中得到了认同和推广,后来上的线全部都采用了该类似的系统,而摒弃了原来的变频夹送方式。
全站搜索