
2024-03-07 02:33:25 | 人围观 | 评论:
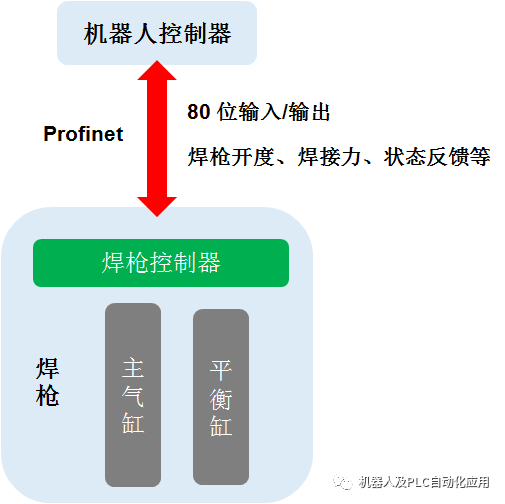

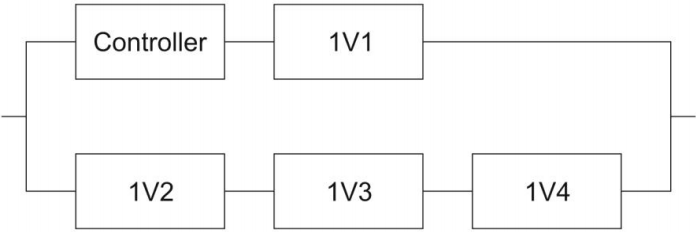
焊钳气动回路图.

安全功能保护装置免于启动,负载电压US2断开
US2关闭时安全功能停止的结构

在不关闭US2的情况下安全功能停止的结构 1.公称压力 ,5 ... 10 bar. 2.最高 运营压力, 12 bar. 3.允许的超压(t = 1秒,无损坏), 16 bar max. 1 sec. 4.控制器主进气口1的工作介质, 干燥空气,未润滑,压力露点比中温低至少10 K. 5.工作电压–负载电源–逻辑电源24 V ±10 % ,24 V ±10 %. 6.工作电流(负载和逻辑电源).<4 A,仅当现场总线节点上未连接其他模块和阀时. 7.最高 数字量输出的允许负载电流, 250 mA. 8.环境温度,0 ... +50 °C. 9.贮存温度, -10 ... +60 °C. 10.中温, 5 ... +40 °C. 11.最高 允许相对湿度,无凝结, 90 % 12.防护等级, IP 65. 13.电磁兼容–辐射干扰–抗干扰. 14.抗冲击, 抗振性-----严重等级1. 1)必须在伺服箱的主压缩空气连接的前面安装一个5 µm的过滤器(0Z1)。 2)所有连接必须使用适当的保护盖密封。未使用的ProfiNet连接必须使用适当的插头密封。 3)该组件旨在用于工业环境。 加载基本参数集 基本参数包括优化的参数 –位置控制 –力控制 –7.轴操作 –合适的气缸类型 –电极帽参数 1.打开新项目  将打开包含标准参数文件的文件夹(..DefaultParameter) 2.选择参数文件xxx.spz
将打开包含标准参数文件的文件夹(..DefaultParameter) 2.选择参数文件xxx.spz

应为所有类型的焊枪存储标准参数集。例如: 如果使用直径为140mm的X100喷枪型号,请使用参数文件“X100_d140m.spz”。 3设置最大电极力 从喷枪的数据表或铭牌上插入最大电极力
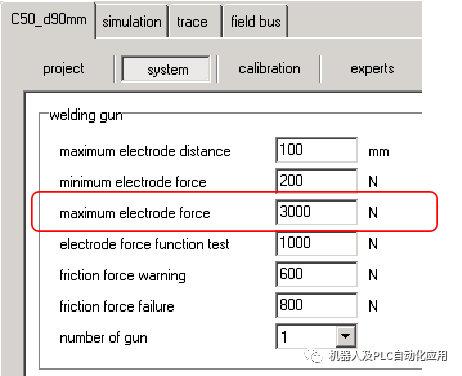
4将数据加载到控制器中

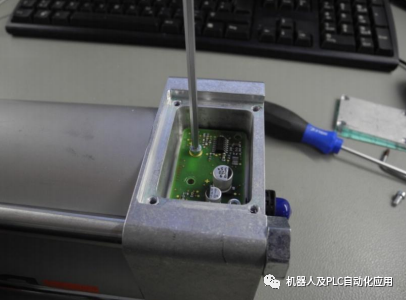
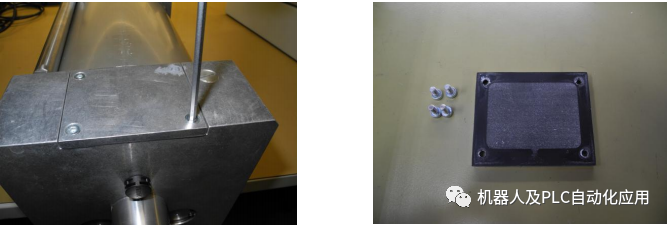
更换“90”气缸位移传感器说明 第1步: 将电路部分的密封盖板上的4个螺丝旋开取下。

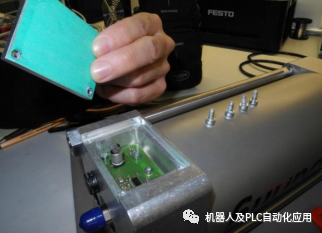
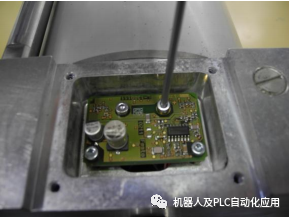
第2步: 将固定电路板的4个螺丝旋开取下
第3步: 取下电路板 - 取下电线插头 - 注意保持

压力传感器的两个O型密封圈的清洁! 第4步: 取下气缸底部的卡簧。

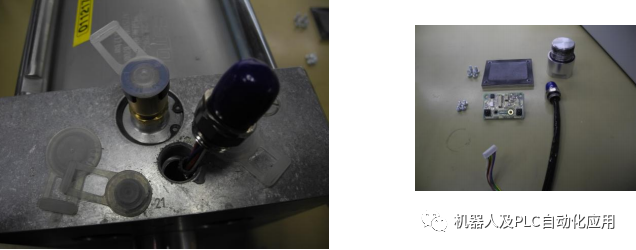
第5步: 取出电缆插座

第6步 取下固定位位移传感器的两个螺丝。

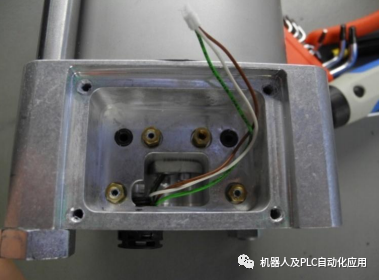
第7步: 小心拉动电缆,将传感器一起带出来。

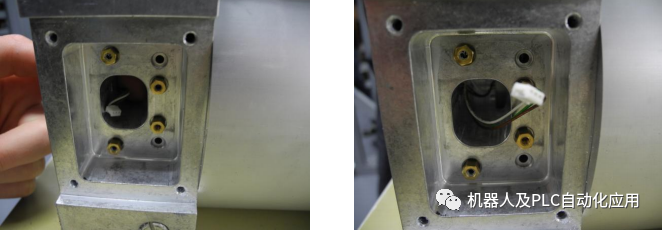
第8步: 将新的位移传感器装入气缸 - 注意对准螺丝孔 - 使用Loctite螺纹胶 - 螺丝拧紧力为0.7 Nm


第9步: 通过内部的电缆导向将传感器的电缆从顶部伸出。
第10步: 将插座装入气缸(不要安装卡簧),然后将电缆的插头插入到电路板上。 如果有需要的话可以使用镊子。


第11步: 固定电路板 注意: - 不要夹住电缆! - 密封圈放置的位置正确 在螺丝上使用Loctite 243紧固胶,图中箭头所指的螺丝不要使用螺纹胶。 螺丝紧固力为0.7 Nm

第12步: 将电路板的盖板盖上 注意密封纸的位置
第13步: 在螺丝上使用Loctite 243 螺丝紧固力为2 Nm
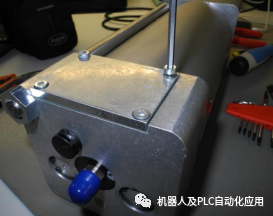
第14步: 装入卡簧

第15步: 在气缸上面贴上DOM标签,以标识更换过新的传感器。 更换“100/125/140/160”气缸位移传感器说明 第1步: 使用3.0内六角扳手将盖板上的四个螺丝松开取下。取下盖板
第2步: 松开4个螺丝,取下电路板。此处使用2.5内六角扳手。 取下电路板
第3步: 取下电路板上的两个插头。 注意! 注意不要让压力传感器的密封圈掉落。注意检查密封圈的位置是否正确。

第4步: 使用扳手将端盖上面的密封连接件拧下。

第5步: 使用扳手将电缆插座拧开并小心取下。
第6步: 松开固定位移传感器的两个内六角螺丝,拉动电缆带出位移传感器。

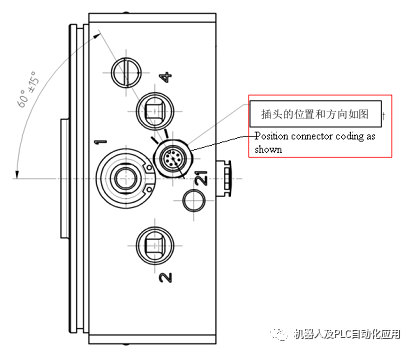
第7步: 将插头插入新的位移传感器,注意检查插头的方向是否正确。

第8步: 将新的位移传感器放入气缸,注意对齐安装螺丝孔的位置,以便固定传感器。 第9步: 将新的传感器放入气缸直至底部。 - 注意安装螺丝孔的位置 - 使用Loctite胶紧固螺丝 - 螺丝紧固力为0.7 Nm

第10步: 将位移传感器的电缆通过导向穿出。
第11步: 将电缆插座的电缆也从孔中穿出,拧紧电缆插座。注意图中的提示(插座的方向)!

第12步: 将插头插入电路板 如有需要可以使用镊子

第13步: 固定电路板 注意: - 不要夹住电缆! - 密封圈放置的位置正确 在螺丝上使用Loctite 243紧固胶,图中箭头所指的螺丝不要使用螺纹胶。 螺丝紧固力为0.7 Nm

第14步: 注意密封件的位置 此处4个螺丝需要使用Loctite 243 螺丝的紧固力为2 Nm

第15步: 使用锉刷将密封紧固件清洁干净。
第16步: 安装紧固密封件,使用135Nm扭矩拧紧。

力标定不正确引起“ force timeout”(增压超时)一般由以下几个方面原因引起:
无法在2秒内达到设定压力。检查气源供给,压力是否足够高。 1、供压不足 2、气缸型号不对,软件内设置的型号与实际使用型号不符 3、比例流量阀MPYE出现故障,导致流量不足 4、“ force calibration”(压力标定)不正确
“ force calibration”(压力标定)不正确,
焊钳的压力比例为4.0左右,即主气缸输出4000N左右压力,能使电极帽压力达到1000N左右.这个比例值过大,使得在使用大的焊接压力值时,MPYE产生的压力无法达到焊接压力.

校准后的“ force calibration”(压力标定)状态如下:
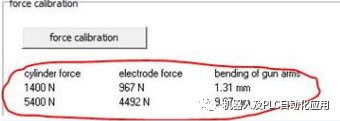
压力比例为1.4左右,即主气缸输出1400N压力,能使电极帽压力达到1000N左右。 更改压力标定后,焊钳恢复正常
编辑:黄飞
全站搜索