企业制造智能(EMI)
简称为制造智能(MI),是一个专用名词,即使用软件把公司制造相关的数据从多个源收集到一起,完成报告、分析、可视概要、企业级和工厂级系统数据传输的目的。由于数据的收集来自多个源,所以计算的结果能够体现一种新结构或新内容,从而引发新思考,能够帮助用户找到哪些地方需要忽略,哪些地方需要改进。制造智能的基本目的就是把大量的制造数据转换成实际有用的知识,并且通过这些知识优化业务流程,获得更多的收益。
制造智能有五个核心功能,每个实施企业制造智能的应用都应该体验到:
● 数据收集:使来自多源的数据(大多来自数据库)更有意义;
● 融入背景:提供一种新结构或新模型,使结果能够帮助用户找到他们所需要的内容。文件夹通常使用一种分层的树型结构,类似于ISA-95标准提到形式。
● 数据分析:能使用户能够跨越源、特别是超越生产地点来分析数据。这通常包括了真实、特别报告的能力。
● 数据可视:提供工具创建数据的可视概要 ,对瞬间最重要的信息提醒和告知决策者注意。最常用的可视化工具是仪表板。
● 数据传播:数据能够自动实现双向传输,从生产现场到企业级系统,诸如SAP。
对数据切割、粉碎、混合、搅拌
罗克韦尔自动化的FactoryTalk Metrics(智能制造)软件、FactoryTalk Historian(历史数据库)软件,通过关键性能指标(KPI)和整体设备性能(OEE),可以为用户提供一种协同、基于角色改进性能的方法。
目前的制造设施,由于系统独立、数据分散而造成很多效率低下的问题。在这种环境下生产,实际上会造成成本升高,阻碍生产率的提高,得到的信息不完整,导致做出的决定不明智,结果会使材料浪费和产品召回,丢失我们的忠实客户,延迟新产品的发布。使用来自罗克韦尔自动化的组合工具,制造商能够实现信息可视化,避免人工数据采集、生产报告错误的发生。统一生产模型(UPM)把采集数据转变为有意义的可执行行动,在工厂里能够迅速提高基于用户角色的操作能力。
关键性能指标(KPI),诸如停机时间、生产量和劳动成本,长期以来一直是制造商衡量生产运行是否良好的标准,但这些指标也对系统提出了更高的要求:
● 信息是精确和及时的吗?
● 怎样把工厂中出现的问题融入运行画面?
● 怎样把系统获取的信息得到实际的利用?
自动数据采集可以克服由于人工记录KPI例如停机时间精度和实时性的问题。使用罗克韦尔自动化的FactoryTalk Metrics来记录机器事件,不管是停机还是运行,不管是否成为下游的瓶颈,都可以清楚地显示在操作员的屏幕上。但知道停机出现仅是事件的一个部分。如果与FactoryTalk Historian的时间戳信息联系在一起,制造商就能够把各自的过程变量像温度、压力、速度、和现在其他的生产变量与该产品的历史最佳参数进行比较。
事件和比较的可视化能力对于制造商是至关重要的。通过这些参数可以找出机器事件和过程变量之间联系,发现问题所在,及时做出调整,这是制造智能能够提高运行效能的金科玉律。
比如,一台包装机写进了一份OEM的采购合同,规定这台设备必须以90%的效率运行。当机器放在现场运行数据采集开始后,用户非常清楚地发现:它达不到这个性能等级。无论制造商如何调节参数,得到的是相同的结果。制造商然后注意到:每当生产线速度提高时,设备就要停机,因为机器需要一段时间加热,然后才能正常运行。因为机器事件带有记录的过程数据,制造商通过分析,很容易证明:这台设备的加热器尺寸不够大-这是OEM设备的一个设计缺陷,因此不得不进行修改,否则会一直得到坏结果。
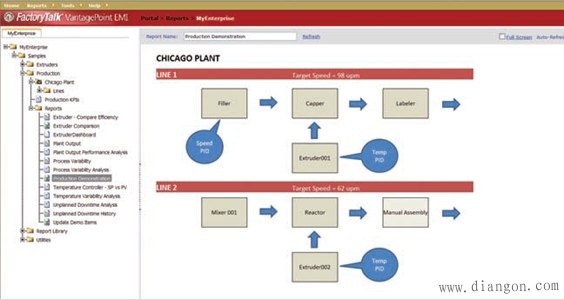
这种机器事件时的相关性过程数据,使用FactoryTalk VantagePoint就可以获得。FactoryTalk VantagePoint收集多种数据,如果把他们放在适当的环境中,可以为基于角色的操作员提供显示和报告,同时提供行动指南。它还可以为用户创建直接指导生产运行的KPI-从一条生产线到多个工厂-判断生产状态是否都在有效运行。
"这个想法非常简单,"麦特 乔达诺说,他是罗克韦尔自动化的产品经理。"如果问题是停机,用户不用查别的,报告会给出问题的原因。信息无论是来自控制器或者历史数据库,质量系统能够给出相关的报告,提供解决问题的明确方法。"
另外,FactoryTalk VantagePoint为用户提供了可视化,显示停机事件或其他相关的KPI数据,所以,当某一数据开始走偏,用户可以对系统用鼠标一级一级地挖掘,找到问题的原因,采用相关建议,执行纠偏措施,这就达到了最佳成本效益。
例如,一位操作员可以在机器等级的仪表板上看到整体设备效能(OEE),这个数据嵌入进每台hmi的屏幕中,当过程变量达到它们的上限值或下限值时会提醒操作员。当一条生产线的管理员看到OEE的数据低于预计的运行水平时,可以进一步挖掘在线速度或质量百分比详细报告。一位工厂经理可以使用一种简单的显示 -- 带有三种颜色的条状指示器:红、黄、绿-告诉他现在工厂是否在正常生产,或生产出现了问题。一位总经理可以关联产品的生产量与财务信息,信息的一部分来自企业资源计划(ERP)系统;还可以挖掘出像浪费的材料或工时、实际生产量与销售量的差别等信息。
"制造智能正在从生产运行朝企业集成的方向转移:工厂与他们的供应链、分销系统、客户关系和商业系统,"乔达诺说。"所有这些系统的协同使得我们能够对数据进行切割、粉碎、混合、搅拌,以一种我们从前不能想象的方式使用。以一种前所未有的画面进行显示,使我们的制造企业能够达到最大的收益。"
应用案例:制造智能为瑞典家具制造商提高效益
一家为瑞典家具巨头供货的供应商,一直面对其他供应商的残酷竞争。小批量生产的缺点是订单经常跑到竞争对手公司的手里。然而,如果能够采用高水平的机器监视,提高机器的可用性,公司能够获得更强的竞争力,获得更多的订单。
"我们每年的生产能力大约为制造一千三百万个抽屉,我们准备安装第四条机械生产线提高生产能力,"制造商的技术经理说道。"因为我们设备的运行完全是自动化的,我们一直努力追求机械的高利用性。"
公司需要用一种简单的方法收集机器信息,把当前的运行情况通过网络-与它的目标相关-传送到公司内的不同功能部门。"我们选择在FactoryTalk Metrics软件上进行投资,"经理解释到。"它可以收集来自机器的可编程控制器(plc)数据,然后把数据转换成整体设备效能(OEE)的图型显示,并且对需要看到的人员进行显示。"
FactoryTalk Metrics软件来自罗克韦尔自动化,能够实时监视工厂的现场设备,对机器性能提供准确、及时、精细、特定的信息。这些数据对分析设备低效、浪费、减产的成因提供了基础。
开放的通信协议,诸如EtherNet/IP和DeviceNet,使该软件可以使用已经存在于工厂和办公室网络的接口,促进了信息的双向流动,保证了从现场底层到企业顶层数据的畅通无阻,通过标准的网页界面实现了工厂运行的可视化。
"FactoryTalk Metric使我们对每条生产线可观察其质量数据、机器利用水平和运行效率,"技术经理说道。"关键性能指标(KPI)、整体设备效率(OEE)和停机时间原因能够显示在中控室的屏幕上,所以每个人都能看到机器的性能如何,与建立的目标参数进行比较。"
"在安装之前,所有的测量工作都由人工来完成,"他解释道。"不同的人可能提交不同的测量数据,作为最终结果,我们的机器使用率为60%。现在,所有数据的测量都按照标准化的格式,所有的停机时间都能精确地监视。作为最终结果,设备和人员的工作效率大大提高,这对抵御低价恶性竞争是至关重要的。仅在四个月后,我们的机器利用率接近到了70%。"
经理总结道,"我们已经成为市场领域的强者,比起过去我们能够销售更多的产品。使用 FactoryTalk Metrics是我们所做出的最佳投资决策之一。"