步进电动机及其驱动器在电脑刺绣机上获得了广泛的运用。电脑刺绣机是80年代国外纺织机械中的最新产品。它运用微机技术,实现刺绣整个过程的自动化,大大提高了刺绣产品的质量和生产效率。
电脑刺绣机是机电一体化的产品,主要由刺绣机身、电源系统、计算机系统、步进电机驱动执行机构系统、刺绣框、刺绣头以及信号传感器等部分组成,其刺绣动作过程为,由磁盘或纸带机将花样信号送入计算机,经计算机处理后送入步进电机驱动系统和主轴控制系统,最后由动力系统带动刺绣框、刺绣头协调运动,刺绣开始。
在刺绣过程中,步进电机驱动绣框运行是最重要的环节,它直接影响到绣品的质量、刺绣效率和噪声大小。
电脑刺绣机是使用微机对步进电机的速度进行控制,控制的实质就是控制电机驱动负载时的运行曲线,首要的是进给脉冲时刻的计算,是一种软件控制方法。通常的设计方法是使步进电机按加速、匀速、减速的曲线运行,离线计算出定时时间,把它们写入内存中,实现步进电机速度控制软件化。这种方法的缺点是计算机只能按照事先给定的速度曲线对步进电机进行控制,无法按照刺绣工况的变化随时修改速度曲线的参数,使步进电机在合理的状态下运行。本文介绍一种适合在电脑刺绣机上使用的步进电机的运行曲线及其计算方法,实现了定时参数的在线计算。
2实现的曲线及其参数的计算
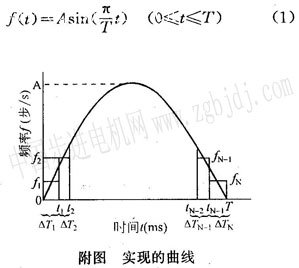
2.1实现的曲线(见附图)
考察如下的正弦函数:
式中π=3.1415926,T为步进电机的运行时间。实现这种函数曲线的优点为:
a.由于曲线平滑,步进电机驱动负载运行平稳、柔和、噪声小。
b.满足步进电机慢起动、慢停止的特性。
c.有明确的数学表达式,易于在线计算和实现。
d.对于不同的刺绣工况,可通过改变参数A和T实现。
2.2计算
假设步进电机驱动负载时的某工况为,在T时间内需要步进电机运行N步,电机的最高运行频率为FM,起始频率和终了频率都为零。运行曲线为式(1)的f(t),把T分为N份,即△T1,△T2,……,△TN,T=△T1+△T2+……+△TN。令:
t1=△T1
t2=△T1+△T2
tN=T=△T1+△T2+……+△TN
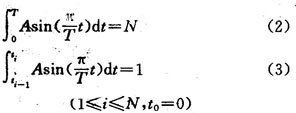
如附图所示,令f(t)在t轴上半部所围成的面积为N,f(t)与△T1, △T2,……△TN所围成的面积都为1,即:
参数A的确定
A为步进电机的实际最高运行频率,按式(2)可求出A的值。
必须保证A应小于给定的电机最高运行频率,否则会引起严重后果。
2.2.2 参数t(i=1,2,……,N)的确定
按式(3)可得:
由于t0=0,按式(5)可递推出t1,t2,……,tN-1的值。
△ T1=t1
△ T2=t2-t1
.
.
.
△ TN=T-Tn-1
2.2.3进给脉频率fi(i=1,2,……,N)的计算
fi=1/△Ti (i=1,2,……,N) (6)
不难证明,fi为函数f(t)=Asin(π/T ・t) (ti-1≤t≤ti)上的一点。
3应用举例
在某电脑刺绣机产品上,步进电机驱动
绣框水平前后左右移动,脉冲当量为0 .lmm,刺绣某针迹长度为4ram(相应的脉冲数量为N=40),给定的时间为30ms,步进电机的起蛄和终了频率都为零,计算各进给脉冲的时间和相应的运行频率。
4结语
实现曲线是步进电机平均建度的连线,在某一进给脉冲间隔内,它又是理想的正弦曲线某一时刻的速度,实现的精度是曲边梯形和单位矩形面积之差的绝对值。这种方法实班的关键在于所使用的计算机要有三角函数的处理能力,且有较高的运算速度,否则难以胜任高速刺绣。