在自动化制造系统的加工过程中,为了保证加工质量和系统的正常运行,需要对系统运行状态和加工过程进行检测与监控(如图1所示)。

1. 运行状态检测与监控
自动化制造系统中,需要检测与监控的运行状态通常包括:
(1)刀具信息。
(2)机床状态信息。
(3)系统运行状态信息。
(4)在线尺寸测量信息。
(5)系统安全情况信息。
(6)仿真信息。仿真信息包括以下内容:零件的数控程序是否准确;有无碰撞干涉情况;仿真综合结果情况等。
2.工件尺寸精度检测方法
(1)直接测量与间接测量;(2)接触测量和非接触测量;(3)在线测量和离线测量。
3.刀具磨损和破损的检测方法
(1)刀具、工件尺寸及相对距离测定法;(2)放射线法;(3)电阻法;(4)光学图像法;(5)切削力法;(6)切削温度法;(7)切削功率法;(8)振动法;(9)噪声分析法;(10)加工表面粗糙度法。
二、检测与监控应用举例
例1 加工中心(MC)需检测的运行状态信息。
MC需检测的运行状态信息如下:
(1)环境参数及安全检测。
(2)刀库状态检测。
(3)机床负载检测。
(4)换刀机构检测。
(5)交换工作台检测。
(6)工作台振动检测。
(7)冷却与润滑系统检测。
(8)CNC/PC系统检测。
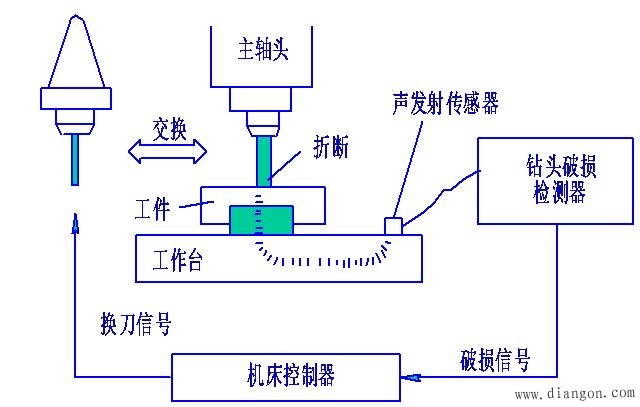
图2所示为根据切削力的变化判别刀具磨损和破损的系统原理图。

三、检测设备
1.坐标测量机(CMM)
坐标测量机(CoordinateMeasuringMachine)又叫做三坐标测量机,是一种检测工件尺寸误差、形位误差以及复杂轮廓形状的自动化制造系统的基本测量设备。
(1)坐标测量机结构的特点。CMM和数控机床一样,其结构布局有立式和卧式两类,立式CMM有时是龙门式结构,卧式CMM有时是悬臂式结构。两种结构形式的CMM都有不同的尺寸规格,从小型台式到大型落地式。图5是一悬臂式CMM,由安放工件的工作台、立柱、三维测量头、位置伺服驱动系统、计算机控制装置等组成。
(2)坐标测量机的工作原理。

图5 悬臂式坐标测量机
2.利用数控机床进行测量
在数控机床上进行测量有如下特点:不需要昂贵的CMM,但会损失机床的切削加工时间;可以针对尺寸偏差自动进行机床及刀具补偿,加工精度高;不需要工件来回运输和等待。
3.测量机器人
随着工业机器人的发展,机器人在测量中的应用也越来越受到重视。机器人测量具有在线、灵活、高效等特点,可以实现对零件100%的测量,因此特别适合于自动化制造系统中的工序间测量和过程测量。同坐标测量机相比,机器人测量造价低,使用灵活。
4.专用的主动测量装置
在大规模生产条件下,常将专用的自动检测装置安装在机床上,不必停机就可以在加工过程中自动检测工件尺寸的变化,并能根据测得的结果发出相应的信号,控制机床的加工过程(如变换切削用量、刀具补偿、停止进给、退刀和停机等)。例如,图6所示为磨床上工件外径自动测量及反馈控制装置的原理图。


